 실린더 헤드 재포장 - 올바른 표면 마감 얻기
실린더 헤드 재포장 - 올바른 표면 마감 얻기 따라서 헤드 개스킷 누출 외에도 실린더 헤드 표면이 재포장되는 다른 많은 이유가 있습니다.
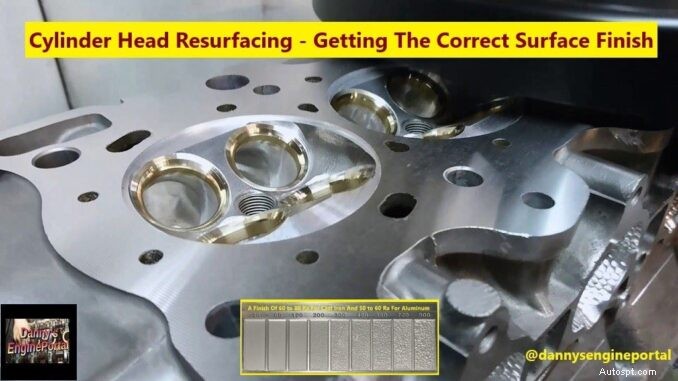
제대로 밀봉하려면 헤드 개스킷의 표면 마감이 권장 범위 이내여야 합니다.
헤드가스켓의 종류에 따라 사양이 다릅니다. 그리고 표면이 너무 거칠거나 어떤 경우에는 너무 매끄러우면 가스켓이 제대로 밀봉되지 않을 수 있습니다. 따라서 특정 엔진 및/또는 특정 유형의 헤드 개스킷에 대한 권장 사양을 찾아보세요.
(CBN) 또는 (PCD) 도구 비트는 최상의 Ra 수치를 제공할 수 있지만:
오늘날에는 오늘날의 많은 알루미늄 헤드와 개스킷에 요구되는 더욱 매끄러운 마감이 필요합니다. 결과적으로, 실린더 헤드 재포장 시 테이블 피드와 (RPM)의 올바른 조합을 사용해야 합니다. 이를 위해서는 가변 속도 테이블 및/또는 다중 속도 또는 가변 속도 밀링 헤드가 필요합니다.
커팅 헤드의 RPM(RPM)을 높이거나 이송 속도를 낮추면 마무리가 더 부드러워집니다. 밀링 머신에서는 1,000(RPM)에서 분당 2인치의 이송 속도를 권장합니다.
그리고 2날 커터(인덱싱은 더 어렵지만 더 좋음)를 사용하면 12RA의 표면 조도를 얻을 수 있습니다. 알루미늄 밀링에는 일반적으로 초경 또는 (PCD) 툴링이 권장됩니다. 주철 밀링에는 초경 또는 (CBN)이 권장됩니다.
따라서 (MLS) 헤드 개스킷에는 매우 매끄러운 표면이 필요합니다. 그리고 대부분의 개스킷에서는 일반적으로 매끄러울수록(어느 정도) 더 좋습니다. 왜냐하면, 냉간 밀봉성을 향상시키지만 한계가 있기 때문입니다. 대부분의 개스킷 제조업체에서는 비석면 또는 흑연 헤드 개스킷의 경우 표면이 30RA보다 부드러워서는 안 된다고 말합니다.
이는 개스킷이 헤드와 블록으로부터 측면 지지를 받기 때문입니다. 그리고 실린더 헤드 재포장을 할 때 또 다른 매우 중요한 사실입니다. 헤드가 블록에 볼트로 고정되면 양쪽의 금속이 개스킷에 물립니다. 그리고 이것이 제자리에 고정하는 데 도움이 됩니다.
하지만 헤드가 알루미늄이고 블록이 주철인 경우에는 너무 많은 물림을 원하지 않습니다. 이는 알루미늄 헤드의 팽창과 수축으로 인해 발생하는 측면 전단력 때문입니다. 그러나 실린더 내의 연소 가스가 개스킷을 왜곡하는 것을 방지하려면 지지대가 필요합니다. 결과적으로 헤드 개스킷이 터졌습니다.
깨끗하고 평평하며 부드럽습니다. 이 세 단어는 헤드와 블록뿐만 아니라 모든 가공 작업의 표면을 설명합니다. 하지만 표면이 실제로 얼마나 깨끗하고, 얼마나 평평하고, 매끄러워야 할까요? 응용 프로그램에 따라 다릅니다.
여기서 주의해야 할 점은 세척 용제나 개스킷 제거제 화학 물질을 사용하는 것입니다. 대부분 표면에 잔여물을 남기기 때문입니다. 잔여물은 헤드 개스킷의 코팅이나 재료와 상호 작용할 수 있습니다. 결과적으로 조기 개스킷 고장이 발생합니다.
일부 상점과 재건축업체에서는 잔여 개스킷 재료를 닦아내기 위해 에어 드릴이나 완충 장치에 연마 패드를 사용합니다. 오래된 개스킷을 제거하는 빠르고 쉬운 방법입니다. 금속을 많이 제거할 위험이 있기 때문에 위험하기도 합니다. 그리고 봉인하기 어려운 우울증을 남깁니다. 누출이 발생하고 엔진 과열이 발생할 수 있습니다.
벨트 샌딩의 경우 시간을 크게 절약할 수 있습니다. 헤드 및 기타 부품을 고정 장치에 장착할 필요가 없기 때문입니다. 그러나 실린더 헤드가 다시 표면화되고 벨트가 떨어졌습니다. 왜냐하면 밀링이나 연삭만큼 정밀하지 않고 개별 작업자에게 너무 많이 의존하기 때문입니다.
따라서 벨트 샌딩은 작업을 정리하고 매니폴드 및 타이밍 커버와 같은 고정 부품의 표면을 재포장하는 데 더 좋습니다.
따라서 실린더 헤드 표면 재포장 작업을 수행할 때는 완벽해야 합니다. 장비를 무시하면 고품질 표면 마감을 기대할 수 없기 때문입니다. 그리고 건식 밀링에는 절삭유가 필요하지 않으므로 유지 관리할 절삭유가 없습니다.
